Let’s be brutally honest for a second: most companies treat Lean tools like a fresh coat of paint on a crumbling house. They want the "aesthetic" of efficiency without the actual discipline of operational excellence. Nowhere is this more apparent than with Andon.
You’ve seen it. The fancy LED boards, the colorful light towers (green, yellow, red), and the "Andon cords" hanging from the ceiling. It looks great on a plant tour. It makes the executives feel like they’re running a Toyota-style powerhouse. But here is the hard truth: If you have an Andon system but your line never actually stops, your Andon system is a decorative paperweight.
Andon is not about the lights. It’s not about the software. It’s about the absolute, unwavering accountability to quality. If you aren't willing to stop the line: meaning, literally halting production and losing units in the short term to fix a problem permanently: then you aren't doing Lean. You’re just playing pretend.
What is Andon, Really?
In the Lean Six Sigma concepts and glossary, Andon is defined as a visual signaling system. Derived from the Japanese word for a traditional paper lantern, it’s designed to notify management, maintenance, and other workers of a quality or process problem.
The system typically follows a simple traffic light logic:
- Green: Everything is running smoothly. (The status quo most managers are addicted to).
- Yellow: An issue has been detected. The operator needs help, but the line is still moving.
- Red: The line is stopped. A critical issue has occurred that cannot be ignored.
But here is where most organizations fail. They treat "Yellow" like a suggestion and "Red" like a disaster. In a true Lean environment, a Red light is a victory. It means the system worked. It means a defect was caught before it reached the customer.

The "Stop the Line" Paradox
Why are people so terrified of the Red light? Because we have been conditioned for decades that "Production is King." If the line stops, money is being lost. Managers get nervous, directors start looking at their watches, and the pressure on the operator becomes unbearable.
This is the "Efficiency Paradox." You think you are being efficient by keeping the line moving despite a minor defect. But what you’re actually doing is compounding waste. You are creating work-in-progress (WIP) that is flawed, which will eventually require rework, scrap, or: worse: will result in a customer complaint.
If you want to understand the true financial impact of these decisions, you should be looking at a Project Charter ROI Calculator. You’ll quickly realize that the cost of stopping the line for 10 minutes to fix a root cause is a fraction of the cost of a product recall or a massive rework project six months down the line.
Andon is a Cultural Weapon, Not a Tool
You can buy the most expensive Andon hardware in the world, but if your culture is trash, your results will be trash. Andon requires two things that most corporate cultures lack: Empowerment and Accountability.
1. Empowerment: The "Pull" Authority
In a high-performing Lean environment, the lowest-paid person on the assembly line has the absolute authority to stop the entire factory. Think about that. Does your organization trust its front-line workers that much?
If an operator pulls the cord and the supervisor comes over and says, "Just keep going, we'll fix it later," you have just killed your Lean transformation. You’ve told the operator that their judgment doesn't matter and that quality is secondary to volume.
2. Accountability: The Response
Andon is useless if there is no response mechanism. When that light turns red, it’s a signal for help. It’s not a signal to blame. The goal of the Andon system is to bring the "brains" of the organization to the "work" (the Gemba) immediately.
If your engineers and managers aren't sprinting to a Red light, your Andon is failing. You need to have a documented process for what happens during a stop. This often involves process mapping your emergency response to ensure the right people arrive with the right tools to solve the problem at its source.
The Difference Between a Notification and a System
Let’s get technical for a second. There’s a massive difference between a notification and a system.
- Notification: A light turns red. Someone eventually notices. Maybe they fix it, maybe they don't.
- System: A light turns red. The line stops automatically. A timer starts. If the issue isn't resolved in 5 minutes, it escalates to the next level of management. The root cause is captured in a lessons learned documentation format, and production does not resume until a countermeasure is in place.
If you aren't capturing the data from your Andon pulls, you are missing the biggest opportunity for improvement. Every time the line stops, the system is telling you exactly where your process is weak. It’s giving you a roadmap for your next Lean Six Sigma hypothetical project.
High-Attitude Implementation: How to Stop Being Soft
If you’re serious about using Andon to actually improve, you need to stop being soft on your standards. Here is the high-attitude guide to making it work:
- Celebrate the Stop: The next time an operator stops the line for a legitimate quality concern, the CEO should be down there shaking their hand. You need to flip the script. A stop is a "save."
- No "Workarounds": Eliminate the culture of "we'll fix it in post." If it’s broken now, it stays broken until the root cause is addressed.
- Use Data, Not Feelings: Don't just talk about "lots of stops." Use your Andon data to identify the "noise" in your process. If you're struggling with inconsistent data, you might need to perform a Shapiro-Wilk test to understand your distribution or look into identifying and controlling noise factors.
- Fix the Response, Not the Light: If your Andon isn't working, it’s rarely the light’s fault. It’s usually the response time. Measure the time between "Cord Pull" and "Expert Arrival." That is your most important metric.
Why You Probably Need a Black Belt
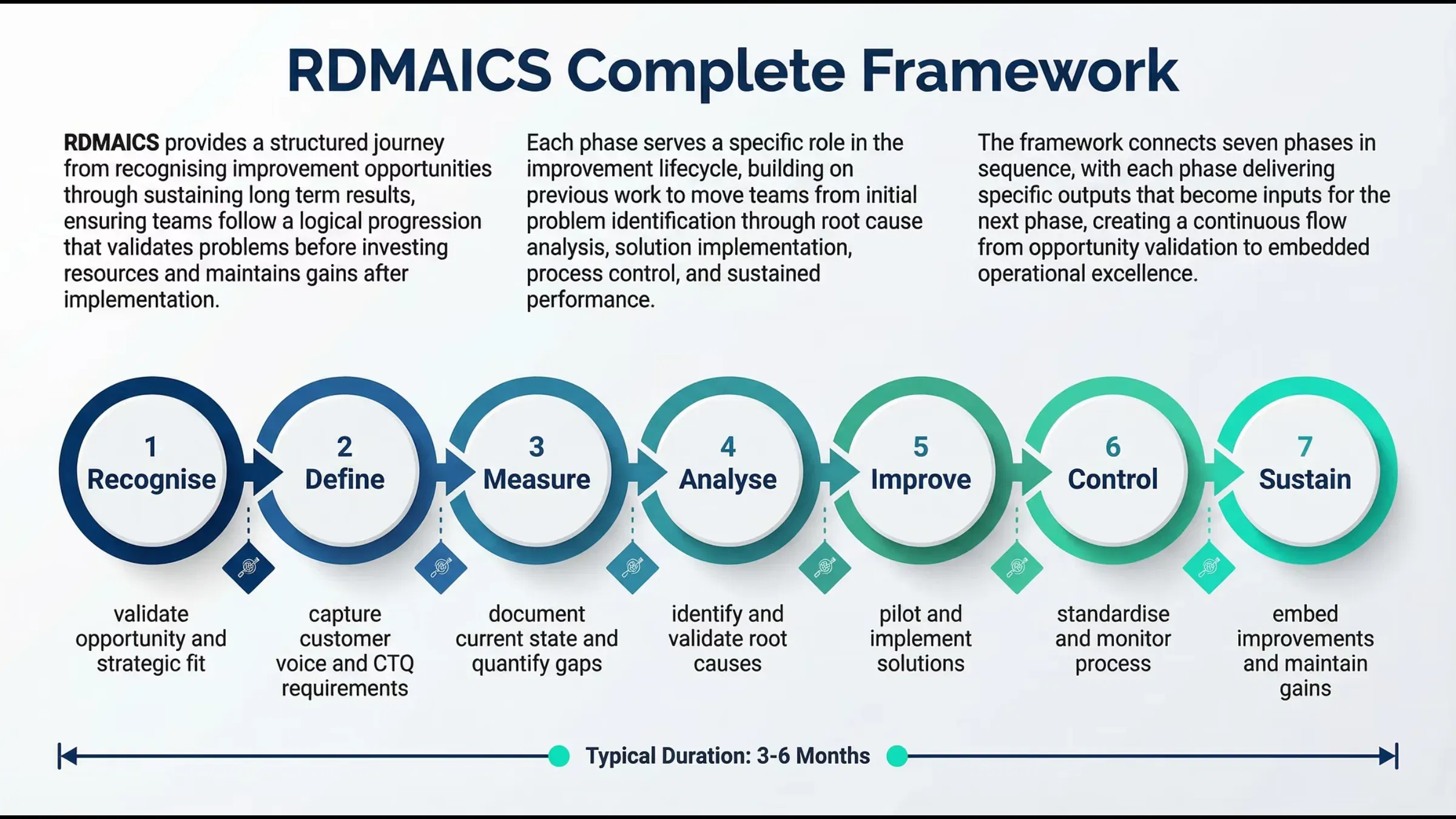
Implementing a high-accountability culture isn't something you can do after reading a blog post or watching a 5-minute video. It requires a deep understanding of the DMAIC framework and the ability to lead people through uncomfortable change.
This is why Black Belt certification is so critical. It’s not just about learning how to use a SIPOC Complexity Score Calculator; it’s about learning how to change the DNA of an organization so that "Stopping the Line" becomes a point of pride, not a point of fear.
A certified Black Belt knows how to integrate Andon with other critical tools, like setup time reduction (SMED). Why? Because if it takes you four hours to restart your line every time it stops, nobody will ever want to stop it. You have to make your process agile enough that "Stopping the Line" isn't a logistical nightmare.
The Bottom Line
Andon is the heartbeat of a Lean operation. If that heart isn't beating: if those lights aren't changing and those lines aren't stopping: your Lean initiative is clinically dead.
Stop pretending. Stop hiding from the defects. Stop letting garbage flow downstream to your customers. Pull the cord, stop the line, and start actually improving. If you don't have the stomach for the temporary pain of a stopped line, you don't have the stomach for excellence.
If you’re ready to stop playing games and start leading real transformation, it’s time to level up your skills. Whether you’re just starting or looking to lead at the executive level, we have the training to get you there.
Stop making excuses and start making progress. Enrol in our Green Belt or Black Belt certification today and learn how to build a culture that actually works.