Walk onto any manufacturing floor today and you will likely see a tower of lights: red, yellow, green. In theory, this is the Andon system, a cornerstone of the Toyota Production System designed to bring immediate visibility to problems. In reality, in most factories, that red light is the most ignored piece of equipment in the building.
It flashes, it blares, and yet, supervisors walk right past it. Operators develop a "blindness" to the alerts because they know that stopping the line to fix a quality issue is often met with a reprimand rather than a "thank you." If your facility treats the Andon board like a check-engine light in a beat-up car: something to be taped over and forgotten: then you aren't running a Lean operation. You’re running a disaster waiting to happen.
To fully appreciate the gravity of this failure, we must look past the hardware and into the culture of the workplace. In the realm of process improvement, the Andon is not just a light; it is a social contract.
The Invisible Beacon: Why Your Andon Fails
The fundamental purpose of an Andon system is to enable Jidoka, or "autonomation": the principle of stopping work immediately when a defect is detected. However, most organizations fail to implement the "human" side of this equation.
There are three primary reasons your Andon is being ignored:
- Alert Fatigue: When everything is a priority, nothing is a priority. If your sensors are poorly calibrated or your noise factors haven't been controlled, the system will trigger false alarms. After the tenth "fake" red light of the morning, the floor staff will stop looking up.
- The Fear of the Stop: In many toxic manufacturing cultures, "Up-Time" is the only metric that matters. If an operator pulls the Andon cord and stops the line, they are often grilled by management about lost productivity rather than praised for preventing a quality escape.
- Lack of Response Protocol: A light is useless if no one knows who is supposed to respond. Without a clear escalation matrix, the light just blinks into the void.

The Anatomy of a Failed System
To understand how a process degrades when alerts are ignored, one must look at process mapping in the measure phase. When you map a process where Andon signals are disregarded, you see a massive spike in "hidden factory" costs: rework, scrap, and secondary inspections.
When a red light is ignored, the defect doesn't just stay at the station. It travels. It gets buried under more components. By the time that defect reaches final assembly or, worse, the customer, the cost to fix it has increased by a factor of ten or one hundred.
Consider a hypothetical case: A CNC machine detects a tool breakage and triggers an Andon. The operator, pressured to meet a shift quota, resets the alarm and continues. Three hours later, a batch of 500 units is found to be out of tolerance. The cost isn't just the scrap; it’s the lost capacity, the wasted energy, and the demoralization of the team that now has to work overtime to fix the mess.
The Mathematical Cost of "Ignoring the Red"
Let's talk numbers. In high-output environments, manufacturers typically lose 5% to 20% of their productive capacity to unplanned downtime and quality issues that could have been mitigated by early Andon response.
If you want to quantify the impact of your ignored alerts, you need to use tools like a SIPOC complexity score calculator. The more complex your process, the more devastating a missed Andon signal becomes. Every step in the SIPOC where a signal is ignored adds a layer of risk that compounds geometrically.
Furthermore, ignoring these signals makes your data "dirty." If you are trying to perform a Shapiro-Wilk test for data normality, but your data is riddled with outliers caused by unaddressed process shifts, your statistical analysis will be worthless. You cannot improve what you are too afraid to measure accurately.
From Physical Lights to Digital Accountability
Modern manufacturing requires more than a literal light bulb. We are seeing a shift toward Digital Andon Systems. These platforms don't just flash; they log.
A sophisticated system will:
- Timestamp the alert: Exactly when did the problem occur?
- Timestamp the response: How long did it take for a supervisor to arrive?
- Categorize the root cause: Was it a material issue, a machine failure, or a human error?
- Trigger Escalation: If the light is red for more than 10 minutes, an automated alert is sent to the Plant Manager.
This level of data is critical for the Sustain Phase of any Lean Six Sigma project. Without accountability, your improvements will eventually revert to the mean. You need to capture the lessons learned documentation every time that light goes red. Why did it happen? What did we do? How do we stop it from happening again?
The Culture of Courage: Stopping the Line
If you are a leader and you want your Andon system to actually work, you need to stop obsessing over the hardware and start obsessing over your response.
The next time a red light goes on, don't ask, "Why is the line stopped?"
Ask, "What support do you need to get this right?"
The goal is to reduce setup time and enhance manufacturing efficiency, but you cannot achieve efficiency through speed alone. True efficiency is the byproduct of a stable, predictable process. An Andon system is the heartbeat of that stability.
Before you roll out a factory-wide system, consider a pilot study. Test the response protocols on a single line. Ensure the operators feel empowered: not endangered: when they signal for help. Only once you have proven that management will actually show up and provide support should you think about scaling the solution to the rest of the plant.
The Brutal Truth
An ignored Andon is a symptom of a management failure, not a technical one. It indicates that your "Lean" implementation is superficial: all "tools" and no "culture." If you are unwilling to stop the line to fix a problem at its source, then you aren't doing Lean. You’re just doing traditional manufacturing with more expensive lights.
Stop lying to yourself about your quality metrics. If your floor is lit up like a Christmas tree and your "Response Time" metric is non-existent, you are hemorrhaging money.
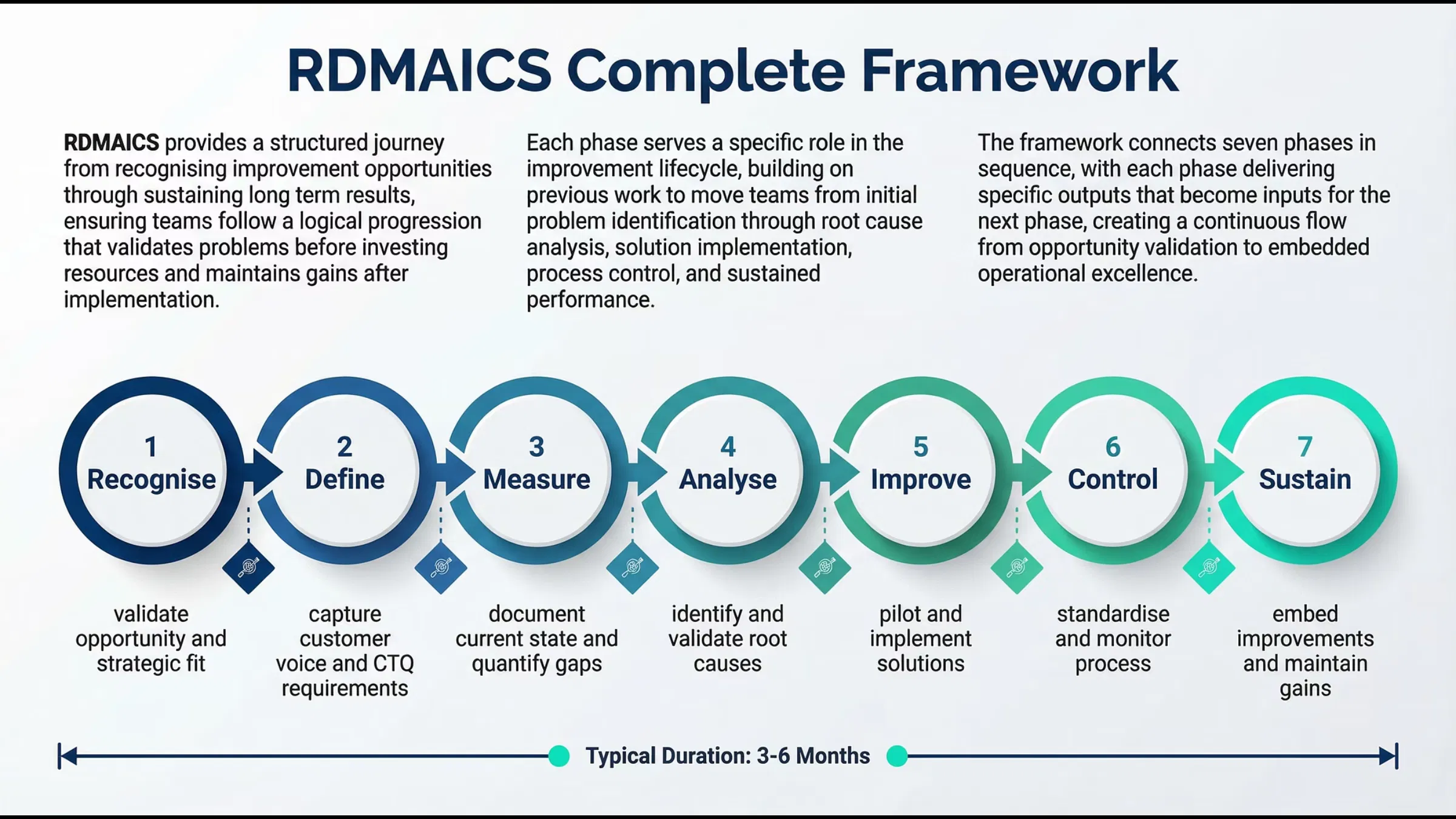
To truly master these concepts and move beyond the "surface level" of process improvement, you need more than a blog post. You need a shift in mindset and a rigorous foundation in the RDMAICS framework.
If you’re tired of being a spectator in your own factory’s decline, it’s time to step up. Enroll in our Lean Six Sigma Green or Black Belt certification programs today and learn how to actually build systems that people respect. Stop ignoring the signals. Lead the change.
Enrol Now in Lean Six Sigma Certification